全國(guó)咨詢熱線:
全國(guó)咨詢熱線:
“據(jù)統(tǒng)計(jì),近40%的電纜故障源于繞包工藝不規(guī)范。” 作為電纜生產(chǎn)中的關(guān)鍵環(huán)節(jié),繞包機(jī)頭的正確操作直接影響絕緣層質(zhì)量與電纜壽命。無(wú)論是新手操作員還是需要技術(shù)升級(jí)的企業(yè),掌握電纜繞包機(jī)頭的標(biāo)準(zhǔn)化操作流程都至關(guān)重要。本文將通過(guò)分步解析+視頻要點(diǎn)提煉的形式,為您呈現(xiàn)一套高效、精準(zhǔn)的繞包操作方案。
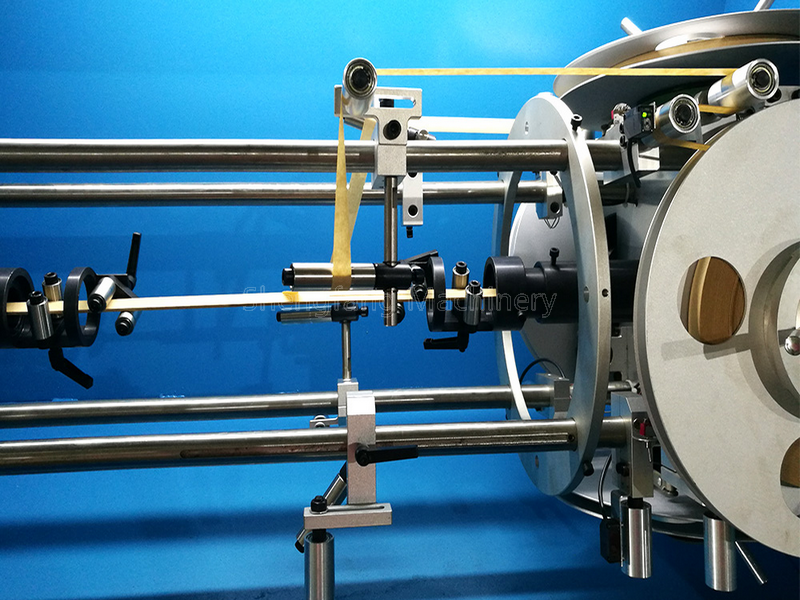
電纜繞包機(jī)頭通過(guò)同步旋轉(zhuǎn)的繞包盤(pán),將云母帶、聚酯膜等絕緣材料以特定角度包裹在導(dǎo)體表面。其核心結(jié)構(gòu)包括:
設(shè)備檢查清單:
確認(rèn)繞包盤(pán)安裝牢固,無(wú)偏心晃動(dòng)
清理導(dǎo)輪表面異物(殘留膠漬可能劃傷絕緣帶)
校準(zhǔn)張力傳感器(推薦使用0.5-2.5N范圍)

參數(shù)輸入規(guī)范:
| 參數(shù)類型 | 設(shè)定依據(jù) | 示例值 |
|---|---|---|
| 繞包速度 | 導(dǎo)體直徑×線速系數(shù) | Φ5mm導(dǎo)體→15m/min |
| 重疊率 | 材料延展性+耐壓等級(jí) | 云母帶→55% |
| 包帶層數(shù) | 電壓等級(jí)(如6kV需3層) | 中壓電纜→4層 |
將繞帶穿過(guò)導(dǎo)向輥組,確保與導(dǎo)體軸線呈30°-45°夾角
啟動(dòng)低速試運(yùn)行(<5m/min),觀察繞帶是否均勻貼合
關(guān)鍵技巧:在導(dǎo)體端頭預(yù)留10cm反向纏繞段,避免啟動(dòng)時(shí)脫帶
質(zhì)量觀察點(diǎn):
褶皺檢測(cè):每分鐘目視檢查一次繞包表面(允許≤2處/cm2輕微褶皺)
張力反饋:監(jiān)控顯示屏波動(dòng)值(異常時(shí)需停機(jī)調(diào)整導(dǎo)輪壓力)
溫度控制:繞包區(qū)域環(huán)境溫度應(yīng)保持在20-35℃(高溫易導(dǎo)致膠層提前固化)
切斷繞帶時(shí)使用氣動(dòng)裁刀(切口傾斜角≤15°)
填寫(xiě)《繞包工藝記錄表》,重點(diǎn)標(biāo)注:
實(shí)際繞包速度與理論值偏差(允許±5%)
材料損耗率(行業(yè)平均值為3.2%-4.8%)
結(jié)合行業(yè)培訓(xùn)視頻的精華內(nèi)容,我們總結(jié)出三大視覺(jué)化技巧:
Copyright ? 2009 All Rights Reserved. 備案號(hào):粵ICP備17125773號(hào)
服務(wù)熱線